Joining aluminium is a different beast compared to steel or copper. Because aluminium has a low melting point and a stubborn oxide layer, your joining method can make or break the integrity of your piping system. At Pooja Steel and Engg, we believe that providing the right fitting is only half the job—ensuring you know how to install it correctly is the other half. In this guide, we explore the three most effective ways to join aluminium pipe fittings for industrial applications. 1. TIG Welding (Gas Tungsten Arc Welding) TIG welding is the 'Gold Standard' for aluminium fittings, especially for Grade 6061-T6. It provides the cleanest, strongest, and most aesthetically pleasing joints. • The Challenge: Aluminium conducts heat rapidly and has an invisible oxide layer that melts at a much higher temperature than the metal itself. • The Solution: Use an AC (Alternating Current) TIG welder. The 'cleaning action' of the AC cycle strips away the oxide layer, while the 'penetration' cycle welds the metal. • Best For: High-pressure systems, aerospace components, and architectural frameworks. 2. Mechanical Grooved Couplings (Victaulic Style) If you want to avoid the 'hot work' of welding, mechanical joining is a brilliant alternative. • How it Works: A groove is rolled or cut into the end of the aluminium pipe. A gasket is placed over the pipe ends, and a housing is bolted over it to lock the fitting in place. • The Benefit: It allows for thermal expansion and contraction, which is vital since aluminium expands significantly when heated. It’s also incredibly fast to install. • Best For: Compressed air lines, HVAC systems, and temporary industrial piping. 3. Adhesive Bonding & Threading For low-pressure applications or structural frameworks (like handrails), threading or high-strength adhesives are often used. • Threading: While aluminium can be threaded, it is prone to galling (where the threads seize up). Always use a specialized anti-seize lubricant or Teflon tape designed for aluminium. • Adhesives: Modern structural epoxies can create surprisingly strong bonds. This is often used in automotive and 'clean' environments where welding fumes are prohibited. • Best For: Structural frames, low-pressure fluid transport, and decorative assemblies. Critical Preparation Steps (Don't Skip These!) Regardless of the method you choose at Pooja Steel and Engg, your success depends on prep work: 1. Clean the Oxide: Use a stainless steel wire brush (dedicated only to aluminium) to scrub the joint area immediately before joining. 2. Degrease: Use a solvent like acetone to remove any oils or shop grime. Aluminium is 'porous' to oils, which can cause bubbles (porosity) in welds. 3. Square the Ends: Ensure your pipe ends are cut perfectly square and deburred. A jagged edge is the primary cause of leaks in mechanical and welded joints alike. Why Source Aluminium Fittings from Pooja Steel and Engg? At Pooja Steel and Engg, we manufacture our aluminium fittings (Elbows, Tees, Reducers) with precise bevelled ends optimized for welding and consistent wall thicknesses for mechanical grooving. Whether you are a seasoned welder or a project manager looking for the most efficient installation method, our technical team in Vadodara is here to support you. We don't just supply the metal; we provide the expertise to ensure your system is leak-proof and durable. Have a technical question about your aluminium installation? Contact Pooja Steel and Engg today for expert advice and a custom quote on your aluminium fitting requirements. How to Join Aluminium Pipe, Welding Aluminium Fittings, Pooja Steel and Engg, Aluminium 6061-T6 Joining, Mechanical Aluminium Couplings, TIG Welding Aluminium Guide, Industrial Aluminium Supplier India.

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
The Master Guide: How to Join Aluminium Pipe Fittings Like a Pro
2026-04-24T05:04:19
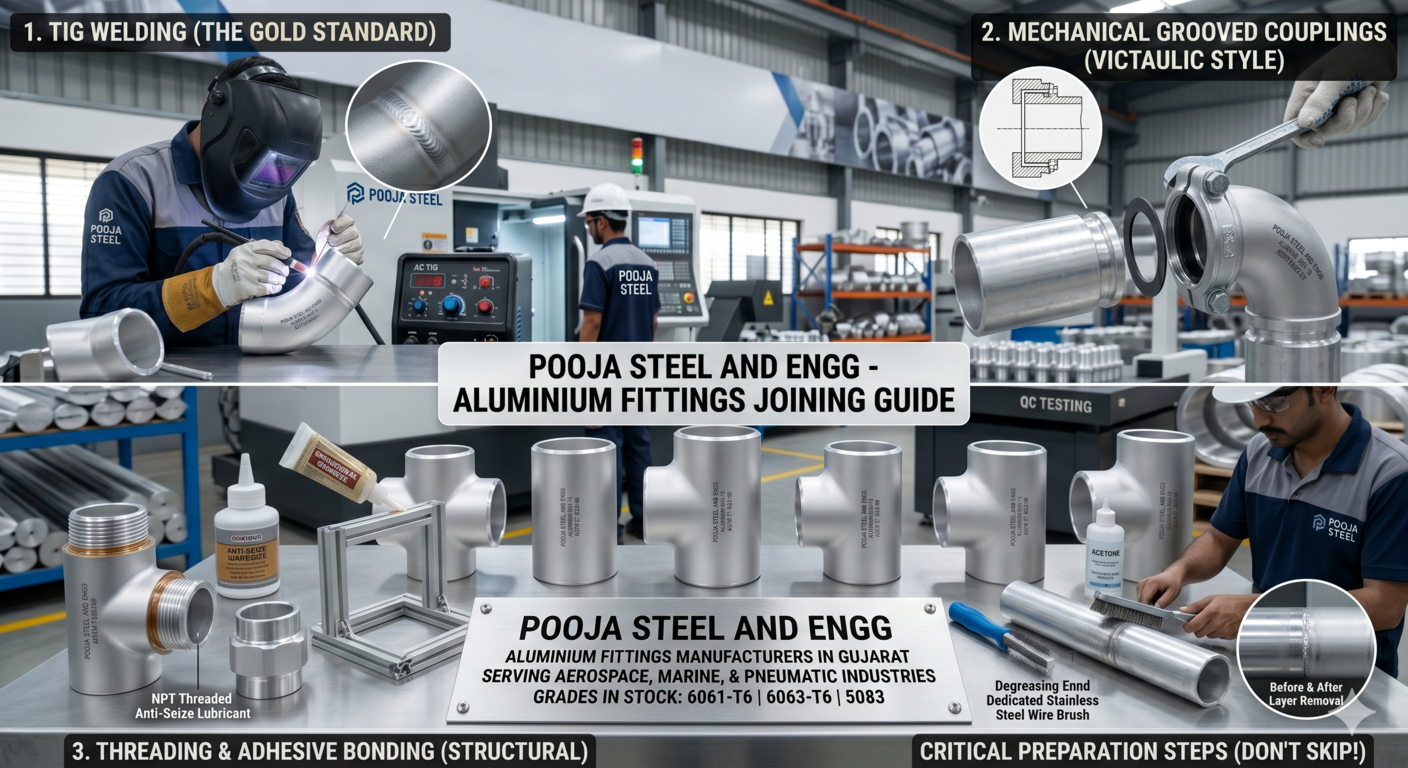
Joining aluminium is a different beast compared to steel or copper. Because aluminium has a low melting point and a stubborn oxide layer, your joining method can make or break the integrity of your piping system. At Pooja Steel and Engg, we believe that providing the right fitting is only half the job—ensuring you know how to install it correctly is the other half. In this guide, we explore the three most effective ways to join aluminium pipe fittings for industrial applications. 1. TIG Welding (Gas Tungsten Arc Welding) TIG welding is the 'Gold Standard' for aluminium fittings, especially for Grade 6061-T6. It provides the cleanest, strongest, and most aesthetically pleasing joints. • The Challenge: Aluminium conducts heat rapidly and has an invisible oxide layer that melts at a much higher temperature than the metal itself. • The Solution: Use an AC (Alternating Current) TIG welder. The 'cleaning action' of the AC cycle strips away the oxide layer, while the 'penetration' cycle welds the metal. • Best For: High-pressure systems, aerospace components, and architectural frameworks. 2. Mechanical Grooved Couplings (Victaulic Style) If you want to avoid the 'hot work' of welding, mechanical joining is a brilliant alternative. • How it Works: A groove is rolled or cut into the end of the aluminium pipe. A gasket is placed over the pipe ends, and a housing is bolted over it to lock the fitting in place. • The Benefit: It allows for thermal expansion and contraction, which is vital since aluminium expands significantly when heated. It’s also incredibly fast to install. • Best For: Compressed air lines, HVAC systems, and temporary industrial piping. 3. Adhesive Bonding & Threading For low-pressure applications or structural frameworks (like handrails), threading or high-strength adhesives are often used. • Threading: While aluminium can be threaded, it is prone to galling (where the threads seize up). Always use a specialized anti-seize lubricant or Teflon tape designed for aluminium. • Adhesives: Modern structural epoxies can create surprisingly strong bonds. This is often used in automotive and 'clean' environments where welding fumes are prohibited. • Best For: Structural frames, low-pressure fluid transport, and decorative assemblies. Critical Preparation Steps (Don't Skip These!) Regardless of the method you choose at Pooja Steel and Engg, your success depends on prep work: 1. Clean the Oxide: Use a stainless steel wire brush (dedicated only to aluminium) to scrub the joint area immediately before joining. 2. Degrease: Use a solvent like acetone to remove any oils or shop grime. Aluminium is 'porous' to oils, which can cause bubbles (porosity) in welds. 3. Square the Ends: Ensure your pipe ends are cut perfectly square and deburred. A jagged edge is the primary cause of leaks in mechanical and welded joints alike. Why Source Aluminium Fittings from Pooja Steel and Engg? At Pooja Steel and Engg, we manufacture our aluminium fittings (Elbows, Tees, Reducers) with precise bevelled ends optimized for welding and consistent wall thicknesses for mechanical grooving. Whether you are a seasoned welder or a project manager looking for the most efficient installation method, our technical team in Vadodara is here to support you. We don't just supply the metal; we provide the expertise to ensure your system is leak-proof and durable. Have a technical question about your aluminium installation? Contact Pooja Steel and Engg today for expert advice and a custom quote on your aluminium fitting requirements. How to Join Aluminium Pipe, Welding Aluminium Fittings, Pooja Steel and Engg, Aluminium 6061-T6 Joining, Mechanical Aluminium Couplings, TIG Welding Aluminium Guide, Industrial Aluminium Supplier India.
2026-04-24T05:04:19

Keywords
- Aluminium Pipe Fitting Supplier in Makarpura GIDC
- Aluminium 6061 Fittings Manufacturers in Ankleshwar
- Industrial Aluminium Fitting Supplier in Dahej PCPIR
- Aluminium Buttweld Fittings Stockist in Vapi GIDC
- Aluminium Alloy Pipe Fittings in Hazira, Surat
- Aluminium Forged Fittings Supplier in Vatva GIDC, Ahmedabad
- Aluminium 6063 Fittings Manufacturers in Naroda
- Industrial Aluminium Fitting Supplier in Sanand GIDC
- Aluminium Pipe Fittings Price in Panoli GIDC
- Aluminium Elbow and Tee Supplier in Vitthal Udyognagar
- Aluminium Fittings Manufacturers in Halol Industrial Area
- Aluminium Grade 6061-T6 Fittings in Bharuch
- Aluminium Pipe Fittings Wholesale in Waghodia GIDC
- Aluminium Fittings for Chemical Plants in Nandesari GIDC
- Aluminium Forged Fittings Stockist in Jamnagar
- Aluminium Buttweld Fittings Supplier in Kalol GIDC
- Aluminium Alloy Fittings Manufacturers in Jhagadia GIDC
- Aluminium Pipe Fittings for Pharma in Changodar, Ahmedabad
- Aluminium Fittings Supplier in Por-Ramangamdi GIDC
- Aluminium 5083 Fittings for Marine Use in Alang
- aluminium pipe fittings joining guide
- TIG welding aluminium 6061-T6
- mechanical grooved aluminium couplings
- adhesive bonding aluminium threading
- Vadodara aluminium fittings supplier India
Submit Your Enquiry